
化工行业的快速发展,对各类工业设备的要求也日益提高,其中,泵作为关键的流体输送设备,其性能直接影响到化工生产的效率和安全性。IH化工离心泵,作为一种具有优异性能的化工设备,因其高效、耐用、适应性强等特点,在化工、石油、冶金、电力、环保等多个领域中得到了广泛应用。

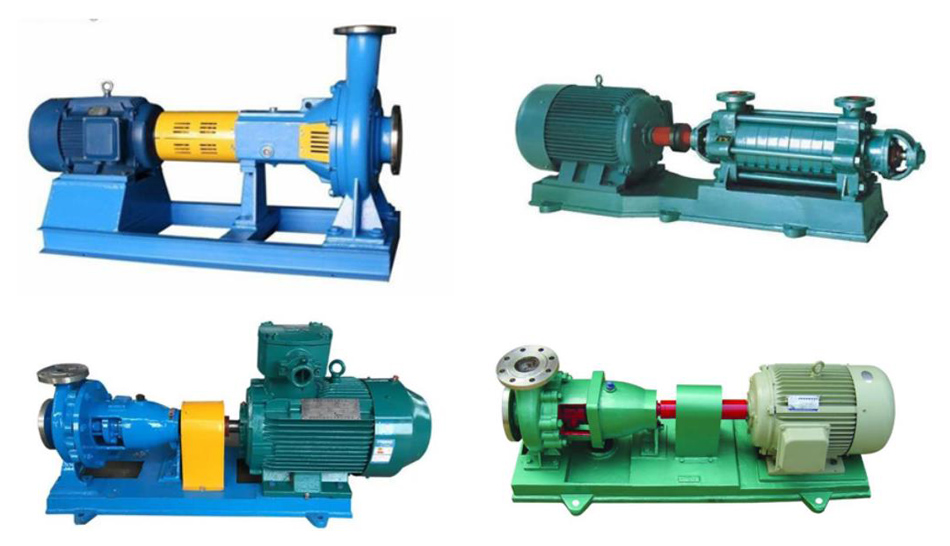
IH化工离心泵是根据国家标准GB/T5656-2003设计和制造的,属于单级单吸型离心泵。这类泵专为化工行业设计,主要用于输送无颗粒、对金属腐蚀性较强的液体,如酸、碱、盐溶液以及各种有机溶剂等。IH化工离心泵的外形紧凑、结构简单,能够在各种苛刻环境下稳定运行,广泛应用于化肥、石化、电力、制药等行业。
IH化工离心泵采用耐腐蚀性强的材料制造,如铸铁、合金钢、氟塑料等,能够适应输送各种具有腐蚀性的化学介质。无论是浓硫酸、氢氟酸还是其他强酸强碱的液体,IH化工离心泵都能轻松应对,极大地提升了泵的使用寿命和稳定性。
IH化工离心泵的设计注重流体动力学性能,采用高效叶轮和优化的流道设计,使得泵的工作效率大幅提高。这种高效能不仅能减少能源消耗,还有助于降低运营成本,符合当前工业生产对节能环保的要求。
IH化工离心泵的泵体、轴承、密封等关键部件采用精密加工,保证了泵的结构坚固耐用,即使在高负荷的工作环境下也能稳定运行。泵的运行平稳,振动小,噪音低,延长了设备的使用寿命,并减少了维护和检修的成本。
IH化工离心泵能够适应不同的工作环境和输送介质。无论是在高温、低温还是高压环境下,IH化工离心泵均能保持良好的性能。该泵还具有一定的自吸能力,能够在复杂的工况下稳定工作,尤其适用于不规则液位或气蚀现象较为严重的场所。
IH化工离心泵的设计充分考虑了用户的操作便利性,设备的拆卸与安装简便,且维护工作较为容易。泵的轴承和密封系统采用的设计,能够有效防止泄漏,减少了维护的复杂度和成本。
IH化工离心泵的工作原理基于离心力的作用。泵通过电动机驱动叶轮旋转,液体在离心力的作用下从叶轮中心流向外围,经过泵体的流道排出,形成持续的液流。这一过程不仅能够有效地将液体输送到目标地点,还能通过合理的设计调节泵的流量和压力,以满足不同工况的需求。
IH化工离心泵的叶轮通常由多个叶片组成,叶片的角度、形状和数量经过精确设计,以确保液体能够以较高的效率从泵体内排出。在流道设计方面,IH化工离心泵采用了优化的流体动力学设计,最大程度地减少了液体在泵内的涡流和能量损失,从而提高了泵的整体效率。
IH化工离心泵还配有多种密封形式,如机械密封、填料密封等,以防止液体泄漏,提高系统的安全性。根据工作条件的不同,用户可以根据需要选择适合的密封形式。
全球化学工业的不断扩展,对高效、耐腐蚀的泵类设备的需求持续增长。尤其是在化工、石化、环保等领域,对高性能化工离心泵的需求更是日益增加。根据行业统计数据显示,IH化工离心泵的市场需求不仅在国内持续增长,在国际市场上也有较大的发展空间。尤其是在一些新兴市场国家,工业化进程的加快,化工设备的需求呈现出爆发式增长。
环保法规的日益严格,企业对于环保型、高效型泵类设备的需求也在不断提升。IH化工离心泵凭借其节能环保、低污染等特点,成为了化工行业中重要的流体输送设备之一。
IH化工离心泵的广泛应用使其成为化工行业中不可或缺的核心设备之一。其具体应用领域主要涵盖以下几个方面:
化肥行业是IH化工离心泵最为重要的应用领域之一。在化肥生产过程中,需要大量的液体输送,如氨水、磷酸、硫酸等化学原料。这些液体往往具有强腐蚀性,IH化工离心泵凭借其优异的耐腐蚀性,成为了理想的选择。其高效的工作性能,不仅能够确保化肥生产线的稳定运行,还能够提高整体生产效率。
石油化工行业的生产过程中,往往涉及到复杂的化学介质输送,如石油、天然气、化学溶剂等,这些液体有的腐蚀性强,有的易燃易爆。IH化工离心泵凭借其耐腐蚀性和稳定性,广泛应用于石油化工的原料输送、油品加热和冷却等多个环节。它能够确保在恶劣工况下保持高效的液体输送功能,有效提高生产安全性。
在制药行业中,IH化工离心泵被用于药品生产中的液体输送,如溶剂、药品原料等。由于制药过程中需要严格控制卫生和安全,IH化工离心泵的密封性能和抗腐蚀性能特别重要。IH化工离心泵的低噪音和高效能也使其成为制药行业中理想的流体输送设备。
环保政策的严格,污水处理和废气处理等环保领域对泵类设备的需求也日益增长。IH化工离心泵能够广泛应用于各种污水处理厂、废水处理厂以及环保设施中的液体输送和处理,尤其是在处理含有腐蚀性化学物质的废水时,IH化工离心泵的优势更加突出。
冶金行业中的许多生产过程需要对液体进行高效、稳定的输送,如金属冶炼过程中使用的化学溶液,或者矿石的提炼过程中所使用的液体。IH化工离心泵凭借其耐高温、耐腐蚀的特点,成为冶金行业的重要设备之一,帮助企业降低生产成本,提高产品质量。
科技的不断进步,IH化工离心泵也在不断优化升级。未来,IH化工离心泵的发展趋势将主要体现在以下几个方面:
工业自动化和智能制造的普及,IH化工离心泵也将逐步向智能化方向发展。通过集成传感器、自动控制系统和数据分析技术,IH化工离心泵将能够实时监测泵的工作状态,提前预警故障,自动调整工作参数,从而提高泵的工作效率和安全性。
未来,IH化工离心泵将更加注重节能环保。能源价格的不断上涨和环保要求的提高,如何降低能源消耗、减少排放将成为设计的重点。采用的节能技术和高效材料,将是IH化工离心泵发展的重要方向。
新型耐腐蚀、耐高温材料的不断研发,IH化工离心泵的材料选择将更加多样化。这些新材料能够进一步提高泵的耐用性和适应性,尤其是在高腐蚀、高温等特殊工况下,IH化工离心泵的可靠性将得到进一步增强。
IH化工离心泵凭借其耐腐蚀、高效节能、结构稳定等优点,成为化工行业中重要的流体输送设备。无论是在化肥、石化、制药还是环保等领域,IH化工离心泵的广泛应用都发挥了巨大的作用。技术的不断进步,IH化工离心泵在未来的市场竞争中将继续占据重要地位,并为各行各业的生产效益提升提供有力支持。
 扫一扫咨询微信客服
扫一扫咨询微信客服
